搓齿加工原理是什么 搓齿机作业标准有哪些
引言:渐开线花键作为运动机械件的主要应用部件,其目前在加工工艺上仍存在一些加工效率低的问题,而搓齿技术可以改善其现有的渐开线花键加工效率低、质量差的工艺局面。本文将对搓齿加工的原理进行简单的介绍。
渐开线齿形是机械传动中较为常用的传动副接触面形式,如渐开线花键、渐开线齿轮等,其应用范畴几乎遍及所有运动机械件,以我们生活中常见的汽车来说,汽车的发动机、变速箱、方向机,甚至于车架悬挂系统都用到了渐开线花键。如此多的渐开线花键结构占用了较大的零部件加工时间,而开发一种高质量的花键加工设备将为汽车零部件制造业注入相当的活力,其市场前景较为可观,然而现有的渐开线花键存在加工效率低、质量差、工艺繁琐的工艺局面。
随着汽车工业的飞跃发展,切向展成冷轧成形(也称搓齿)技术应运而生,并且因其精密、经济、节能的出色工艺优势,可改变渐开线花键轴现有加工问题,搓齿机及其相关模具技术在制造业发达的国家得到了长足发展。
搓齿加工的原理
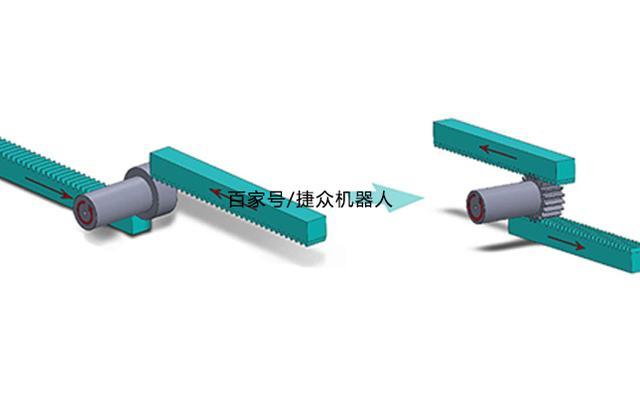
切向展成冷轧成形机理及适用工件的物理特性:安装在滑台上的上下对置的两把搓齿模具,在经同步机构同步后由油压或伺服电机驱动作对向直线运动,模具被修磨成逐渐切入的齿形,工件由前后顶尖支撑,并可以通过前后顶尖的位移功能方便的调整工件加工部位,上下模具相对运动带动工件旋转并逐渐的将工件挤压成形,经整形后退出,齿轮的成形精度及稳定性是由上下搓齿模具的预置刚性距离而获得,数秒钟内完成无屑冷挤压成形。

齿轮冷轧成形实际上是两渐进的齿条刀具在带动工件旋转的同时轧入工件,渐进的齿条轧入工件,形成下部齿形,工件被刀模挤出的材料沿着刀模的齿廓流动,形成上部齿形。
承载成形模具的两个滑台的运动同步性是很重要,滑台的运动同步性是影响零件加工质量的主要因素之一。搓齿前的工件直径的大小也是影响加工质量的另一个主要因素。上、下齿板之间距离的变化将影响尺寸的变化。通过计算程序,可以在计算机上方便地计算出成形需要的材料理论直径。经过修正即可得到想要的材料直径。
搓齿机作业标准
1、装切刀时,应将切刀内孔、垫圈配合面和机床主轴上的污物擦干净,装刀时如发现配合很紧,不能强行推入,应取下切齿刀,检查配合表面是否有毛刺或有无装偏。
2、切刀刀杆轴径跳不大于0.008mm,定位基准端跳不大于0.005mm。
3、切齿刀安装到刀杆轴后,检查切齿刀径跳不大于0.01mm,端跳不大于0.01mm。
4、安装切刀后,仔细核对工件螺旋角和刀具螺旋角,计算刀架角度,输入轴交角。
5、拉下顶尖后检查切齿心轴径跳不大于0.01mm,支撑面端跳不大于0.005mm。
6、安装工件时,观察切齿心轴顶尖孔内有无铁屑等杂物。安装工件后,使刀具与工件啮合,通过刀痕检查刀具与工件的接触情况,检查切刀是否对中均匀,或进行补充调整。
7、校正轴交角后,将刀架锁紧,然后进行试切,当齿向全部切除后,检查齿向误差,
并根据齿向误差值,再次调整刀架角度。
8、通过调整行程挡块,保证切齿后切刀完全出头,或保证轴齿齿轮有效长度。
9、定期检查润滑油、确保切屑液等充足。
本文对搓齿加工进行简单的介绍,通过文章我们知道搓齿加工的原理,安装在滑台上的上下对置的两把搓齿模具,通过上下模具相对运动带动工件旋转并逐渐的将工件挤压成形,除此之外本文还介绍了搓齿机加工时的标准操作。可以关注我们,了解更多搓齿加工的相关知识和应用。
想了解更多精彩内容,快来关注捷众机器人
工业机器人桁架机械手数控机床连线「EKTHINK」
阶梯轴加工 管状钢轴的加工工艺步骤
数控车床有多少轴 教你如何识别